

联系我们1

Q355D大口径方管特点和用途机械制造项目
更新时间:2024-12-22 23:49:36 浏览次数:2 公司名称:聊城 杰达通钢管有限公司
| 最小起订 | 1 |
|---|---|
| 质量等级 | 高等 |
| 是否厂家 | 产 |
| 产品材质 | Q355B |
| 产品品牌 | 杰达通 |
| 产品规格 | 规格全 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 产品型号 | 型号全 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 金属色 |
| 外形尺寸 | 方形 |
| 适用领域 | 机械加工、船舶用、农机骨架、钢结构 |
| 是否进口 | 否 |
| 长度 | 1-12米 |
| 厚度 | 1-25mm |
| 配送服务 | 送货上门 |
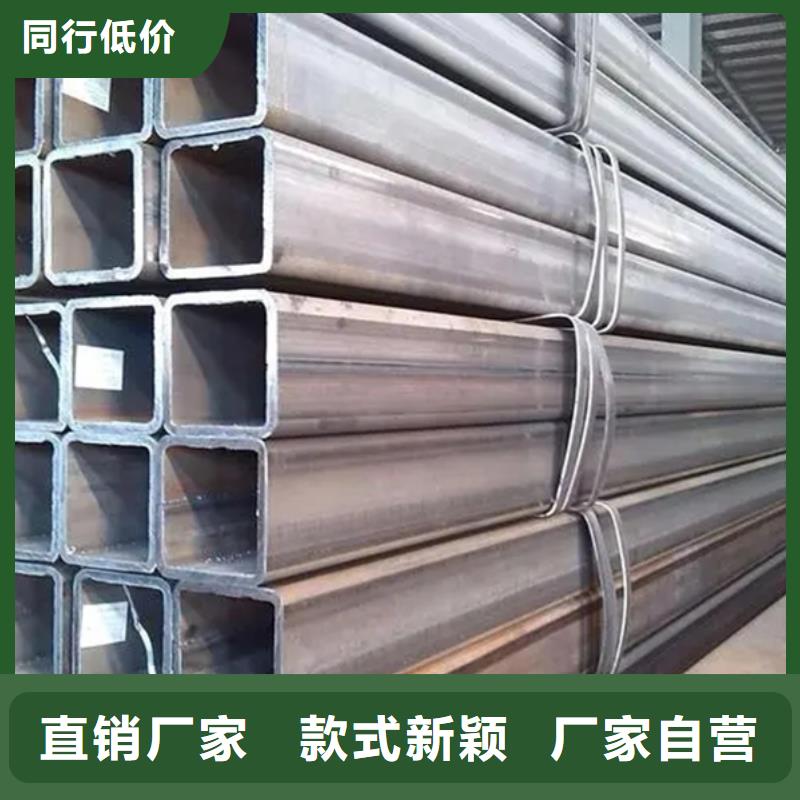
晋城Q355D大口径方管特点和用途机械制造项目
晋城方管厂生产销售焊接方管的用途以及焊接方管应用领域有建筑焊接方管,机械制造焊接方管,钢铁建设等项目, 造船,太阳能发电支架,钢结构工程,电力工程,电厂焊接方管,农业和化学机械焊接方管,玻璃幕墙焊接方管,汽车底盘焊接方管,机场焊接方管锅炉建造焊接方管,高速路栏杆焊接方管,房屋建筑焊接方管,压力容器焊接方管,石油储罐焊接方管,桥梁焊接方管,电站设备焊接方管,起重运输机械焊接方管及其他较高载荷的焊接结构件焊接方管等。



晋城焊接方管层焊缝必须焊透,保证背面成形良好;焊接电流、电弧电压、送丝速度和焊接速度等可根据设备型号调节。焊接方管焊接顺序减少变形矩形,焊接顺序应该按照以下原则:先从焊接方管中间向两边对称分层分段焊接,这样有利于应力扩散和释放,避免了在焊接方管焊接生产复杂的应力,通过摆动焊接,焊接在开始形成的狭窄区内的塑性变形只发生一次,因为连续的摆动焊接和热量的输入,使焊接方管加热面积过大,压缩塑性变形引起的面积大,所以焊接的收缩变形较大,分层分段焊接的时候,因为每一节都是很小的,热量也很小,每一层又分为若干段,所以每一焊的跳焊,基本上都是在冷板温度场上重建的,每次在焊接方管狭窄的塑性变形去相应的分层直焊接纵向收缩率小,而不是通过连续时间的填充摆动使焊接变形小。
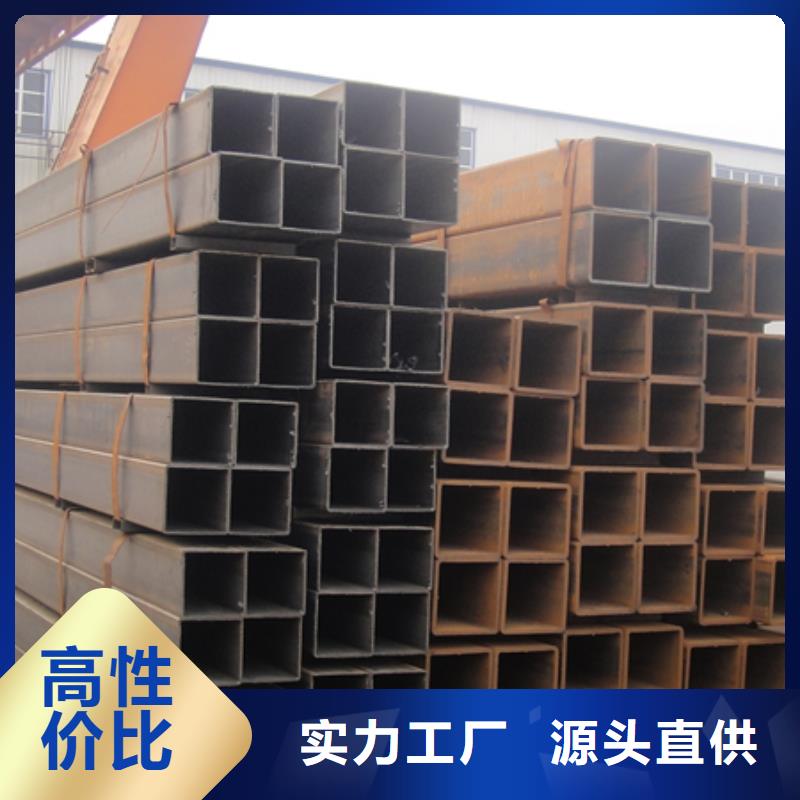
晋城方管是什么相信有很多人还不是非常的了解这实际上就是一种利用冷轧或者是热轧方式加工制作而成的管道.在进行管道生产的时候工作人员首先需要对于管道进行冷弯加工然后再进行高频焊接将其制作成方形管道.但是如果想要指制作成耐腐蚀性更好的晋城方管的话工作人员还需要对于成型的冷弯空心方管进行热镀锌处理.因为镀锌操作大大了方管的耐腐蚀性并延长的管道的使用寿命所以这种方形管道的使用寿命也得到了延长.不管是在钢铁建设项目中还是在机械制作等等行业里面这种晋城方管的使用都是非常常见的.毛巾折叠机生产厂家的相关工作人员介绍说此外在进行太阳能发电架支架生产的时候这种晋城方管的使用也是必不可少的. 在如今方管应用范围非常广,可大家了解它们的材质吗?了解材质才能买到合适的方管,今天方管厂家给大家带来了方管材料的简介:顾名思义,它是种方形体的管型,很多种材质的物质都可以形成方管体,它介质于,干什么用,用在什么地方,大多数方管以钢管为多数,经过拆包,平整,卷曲,焊接形成圆管,再由圆管轧制成方形管然后剪切成需要的长度。一般是50根每包方管在现货方面以大规格居多在10*10*0.8-1.5~~500*500*10-25,方管按用途分为结构方管,装饰方管,建筑方管,机械方管等。客户了解材质才能买到合适的方管来用知识 方管是一种空心方形的截面轻型薄壁钢管,也称为钢制冷弯型材。它是以Q235热轧或冷轧带钢或卷板为母材经冷弯曲加工成型后再经高频焊接制成的方形截面形状尺寸的型钢。热轧特厚壁方管除壁厚增厚外情况其角部尺寸和边部平直度均达到甚至超过电阻焊冷成型方管的水平。 一般钢材市场上常见的,出现频率多的,使用率高的是晋城方管(热晋城方管),但是现在出现了一个名词镀锌带方管,他们两有什么区别呢? 镀锌带方管是使用镀锌带钢一般在0.6MM-2MM之间,加工一次成型、规格在15*15-100*100。防腐的时间没有热晋城方管的时间长。 晋城方管是一种具以热轧或冷轧镀锌带钢或镀锌卷板为坯料经冷弯曲加工成型后再经高频焊接制成的方形截面形状尺寸的空心方形的截面型钢钢管;或将事先做好的冷弯空心型钢管再经热浸镀锌加工而成的镀锌。 晋城方管和镀锌带方管都能电焊,但是镀锌带方管的电焊只能用2.5的电焊条,电流调到80A,如果行有条件用亚氟焊或氧焊好一些。 而镀锌带方管是用镀锌带钢加工一次成型、防腐的时间没有热镀锌的时间长、热镀锌的是黑方管加工出来的。在到晋城方管厂家去镀锌。经过1000度高温,一般壁厚比较薄的不做热镀锌。 还有就是质量和分类上的差别,晋城方管可以加工成冷热晋城方管,而镀锌带方管不能做成热晋城方管的,因为它的壁厚比较薄,所以相比,热晋城方管比镀锌带方管的价格要高些,镀锌层要厚些,保存时间页要长些。

晋城焊接方管层焊缝必须焊透,保证背面成形良好;焊接电流、电弧电压、送丝速度和焊接速度等可根据设备型号调节。焊接方管焊接顺序减少变形矩形,焊接顺序应该按照以下原则:先从焊接方管中间向两边对称分层分段焊接,这样有利于应力扩散和释放,避免了在焊接方管焊接生产复杂的应力,通过摆动焊接,焊接在开始形成的狭窄区内的塑性变形只发生一次,因为连续的摆动焊接和热量的输入,使焊接方管加热面积过大,压缩塑性变形引起的面积大,所以焊接的收缩变形较大,分层分段焊接的时候,因为每一节都是很小的,热量也很小,每一层又分为若干段,所以每一焊的跳焊,基本上都是在冷板温度场上重建的,每次在焊接方管狭窄的塑性变形去相应的分层直焊接纵向收缩率小,而不是通过连续时间的填充摆动使焊接变形小。